Sie planen ein hydraulisches Hebesystem und möchten Synchronisierungsprobleme zwischen den Zylindern vermeiden? In diesem Artikel analysieren wir einen realen Fall, den uns ein Kunde vorgelegt hat und der einen besonderen Aspekt ins Licht rückt, der von Konstrukteuren oft unterschätzt wird: die Konfiguration der Volumina der Zylinderkammern beim Zahnradmengenteiler.
Sehen wir uns an, warum dies einen Synchronisierungsfehler der Zylinder verursachen kann und wie er sich vermeiden lässt.
Die gewählte Konfiguration: Master-Slave-Schaltung und MIA-FD mit 2 Elementen
Der Kunde – ein Unternehmen, das im Bereich der Herstellung mechanischer Geräte und Hebemaschinen tätig ist – plante eine 4-Säulen-Plattform zum Heben von Schwerfahrzeugen mit 4 Hydraulikzylindern:
- 2 vordere Zylinder: 1A (links) und 1B (rechts)
- 2 hintere Zylinder: 2A (links) und 2B (rechts)
Die Betriebsbedingungen waren folgende:
- Etwa 80 % der Last auf den vorderen Zylindern
- Etwa 20 % der Last auf den hinteren Zylindern
- Ca. 150 Arbeitszyklen pro Tag
- Die Plattform musste am Ende jedes Zyklus (Hub und Senken) perfekt waagerecht bleiben
Eine absolute Präzision während der Bewegung war nicht erforderlich, aber die Plattform musste jederzeit angemessen waagerecht bleiben.
MIA-FD mit 2 Elementen
Für die Steuerung der Zylinder wurde ein MIA-FD-Zahnradmengenteiler (Manifold Instantaneous Auto-compensating Flow Divider) mit 2 Elementen (Modell MVA0218) gewählt, mit folgender Konfiguration:
- Ausgang 1: Zylinder linke Seite (1A + 2A)
- Ausgang 2: Zylinder rechte Seite (1B + 2B)
- Druckquelle (Hydraulikpumpe): 2800 psi (~ 190 atm) konstant
Der Kunde hatte sich für einen MIA-FD von Vivoil entschieden, weil dieser für Anwendungen dieser Art besonders geeignet ist. Er kann nämlich Lastunterschiede zwischen den Aktoren ausgleichen und verschiedene Zweige eines Kreislaufs mit konstanten und unabhängigen Durchflussmengen versorgen – eine sehr nützliche Eigenschaft beim Heben von Lasten mit unterschiedlichem Gewicht, die ausgerichtet bleiben müssen.
Die vom Kunden gewählte Version (MVA – Standard-Zahnradmengenteiler) enthielt weder das Überdruckventil noch den unidirektionalen Stromregler zur Steuerung der Wiedervereinigungsphase – Eigenschaften, die hingegen in der MVE-Version implementiert sind.
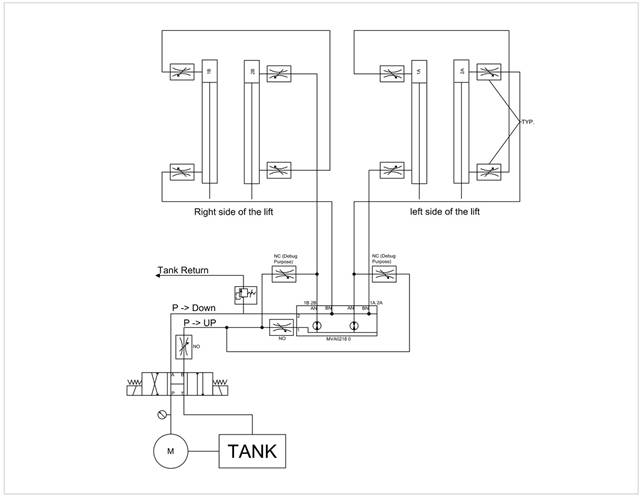
Schaltung vom Typ Master-Slave
Die vom Kunden eingesetzte Schaltung war vom Typ Master-Slave: eine Konfiguration, bei der mit einer einzigen Ölzufuhr ein Master-Zylinder einen Slave-Zylinder antreibt und so dessen gleichzeitige Aus- und Einfahrt ermöglicht.
Bei dieser Art von Schaltung ist die Hydraulikleitung mit der Bodenseite des Master-Zylinders verbunden, dessen Stangenseite wiederum mit der Bodenseite des Slave-Zylinders verbunden ist.
Das vom Kunden festgestellte Problem: Die Zylinder des Teilers richten sich nicht aus
Während der Tests am Prototypen hatte der Kunde ein anormales Verhalten festgestellt: In der Senkphase erreichten die vorderen Zylinder das Hubende, während die hinteren Zylinder um etwa 130 mm angehoben blieben. Folglich war die Plattform nicht ausgerichtet, obwohl die anfänglichen Berechnungen der Schaltung als korrekt galten.
An diesem Punkt betraf der Zweifel des Kunden nicht die korrekte Funktion des MIA-FD, sondern den Einsatz dieses Typs von Zahnradmengenteiler in der Master-Slave-Schaltung der Maschine, die er gerade entwarf.
Er hat uns daher kontaktiert, um zu prüfen, ob das Problem auf den Einsatz des MIA-FD in dieser Konfiguration zurückzuführen sein könnte.
Die Analyse von Vivoil: Das Problem liegt in der Schaltungskonfiguration
Bei der Analyse der Konstruktionsdaten haben wir die mögliche Ursache des Problems ermittelt, die – wie vom Kunden vermutet – genau in der Master-Slave-Konfiguration und insbesondere in den Volumina der Zylinderkammern liegt.
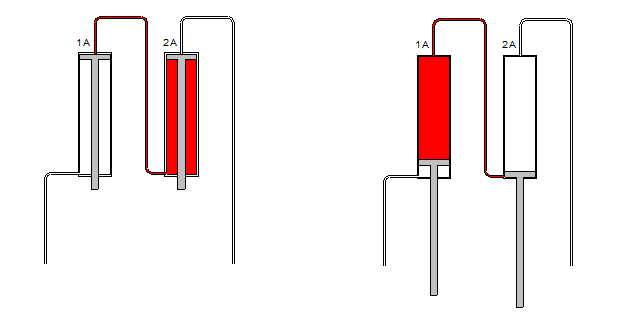
Damit das Master-Slave-System korrekt funktioniert, muss nämlich das Volumen der Stangenseite des Master-Zylinders gleich dem Volumen der Bodenseite des Slave-Zylinders sein und umgekehrt, wie in der Abbildung dargestellt:
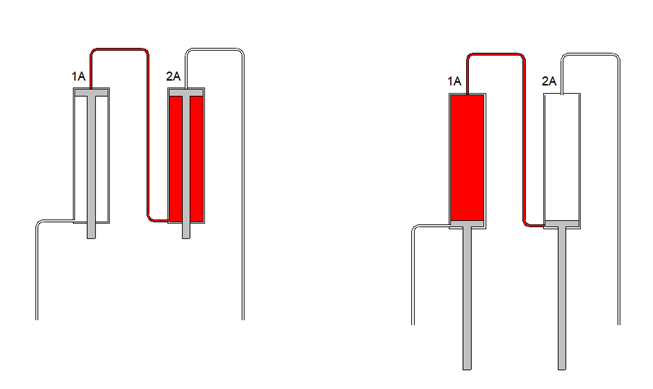
Werden jedoch Standard-Zylinder verwendet, ist das Volumen der Bodenseite größer als das Volumen der Stangenseite (wegen des Vorhandenseins der Stange).
Folglich lässt sich beim Einsatz identischer Zylinder keine perfekte Übereinstimmung der Volumina erzielen, sodass in einigen Phasen des Zyklus das Öl eine Kammer nicht vollständig füllen oder nicht vollständig entleeren kann.
Das Ergebnis ist, dass einer der Zylinder den Hub nicht vollendet, und dies verursacht Fehlausrichtungen wie die im Prototypen beobachtete, der uns vom Kunden vorgelegt wurde.
Die beiden folgenden Schemata veranschaulichen das Problem deutlich:
- Senken: Der Zylinder kann das Öl nicht vollständig ablassen Wenn am Anfang des Zyklus die Bodenseite (Vollquerschnitt) des Zylinders 1 mit Öl gefüllt ist (typisch für die Senkphase), muss dieses Öl zur Stangenseite des Zylinders 2 strömen. Aber das Volumen der Stangenseite ist kleiner als das Volumen der Bodenseite. Daher ist das aus Zylinder 1 austretende Öl größer als der im Zylinder 2 verfügbare Raum, und ein Teil des Öls kann nicht vollständig übertragen werden. Ergebnis: Zylinder 2 vollendet den Hub nicht, und die beiden Zylinder werden zueinander fehlausgerichtet.
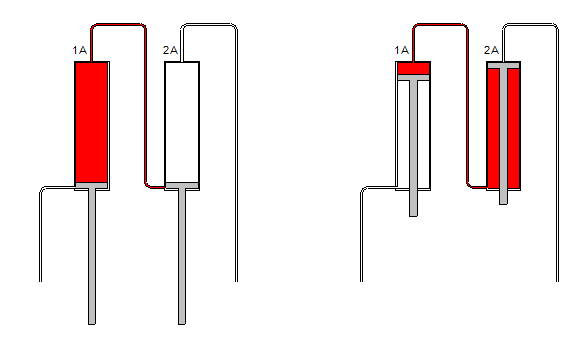
- Hub: Der Zylinder kann sich nicht vollständig füllen Im umgekehrten Fall ist am Anfang des Zyklus die Stangenseite von Zylinder 2 voll (typisch für die Hubphase), und das Öl muss die Bodenseite von Zylinder 1 füllen. Aber das Volumen der Bodenseite ist größer als das Volumen der Stangenseite, und das aus Zylinder 2 verfügbare Öl ist nicht ausreichend, sodass es die Kammer von Zylinder 1 nicht vollständig füllen kann. Folglich vollendet auch in diesem Fall einer der Zylinder den Hub nicht und verursacht eine Fehlausrichtung.
Die Lösung: Master-Slave-System vermeiden, eine andere Konfiguration bevorzugen und die Anlage neu dimensionieren
Um das Problem zu lösen, haben wir dem Kunden vorgeschlagen, das Master-Slave-System zu eliminieren und eine andere Konfiguration einzusetzen: 4 unabhängige Zylinder, die von einem MIA-FD-Zahnradmengenteiler mit 4 Elementen gesteuert werden.
Auf diese Weise sind keine äquivalenten Volumina zwischen den Zylinderkammern mehr nötig, weil der MIA-FD-Zahnradmengenteiler von Vivoil in der Lage ist, konstante und unabhängige Durchflussmengen zu verteilen, etwaige Lastunterschiede werden automatisch ausgeglichen.
MIA-FD gleicht nämlich die Last kontinuierlich aus und gewährleistet eine optimale Durchflussteilung selbst bei starken Ungleichgewichten – dank des internen Zahnradsystems und der Ventilkompensation, die augenblicklich bis zum Hubende arbeitet.
So gelingt es der Plattform, sowohl beim Heben als auch beim Senken ausgerichtet zu bleiben, auch bei unsymmetrischen Lasten.
Um diese Lösung zu übernehmen ist es allerdings nötig, die Dimensionierung des Hydraulikkreislaufs zu überarbeiten und mit einer höheren Durchflussmenge und einem niedrigeren Druck zu arbeiten, damit das System mit den vier unabhängigen Zweigen korrekt funktionieren kann.
In Hebesystemen reicht es nicht, dass die Berechnungen korrekt sind
Dieser Fall zeigt, dass es in Hebesystemen nicht ausreicht, dass die Berechnungen korrekt sind. Eine ungeeignete Konfiguration und Schaltungstypologie können die Synchronisierung der Zylinder des Zahnradmengenteilers beeinträchtigen.
In einem solchen Kontext ist MIA-FD die wirksamste Lösung, weil er bei korrekt dimensionierter Anlage die Steuerung im Vergleich zu komplexeren Konfigurationen wie dem Master-Slave-System vereinfacht.
Sie planen ein ähnliches System und möchten verstehen, welche Konfiguration am besten geeignet ist? Kontaktieren Sie uns – wir helfen Ihnen, die beste Lösung für Ihre Anwendung zu finden.